





 一、汽车脚垫片挤出机生产工艺流程(含核心温控)
一、汽车脚垫片挤出机生产工艺流程(含核心温控)
1. 原料预处理:将TPE/TPR(主流脚垫材料)、耐磨剂、TPE汽车脚垫板材挤出_汽车脚垫TPE片材挤出设备抗氧剂等按配方混合,若原料吸潮需在60-80℃ 下预干燥2-3小时,避免挤出后产生气泡。
2. 熔融挤出:物料进入挤出机,机筒分四段控温——喂料段120-140℃(初步软化)、压缩段150-170℃(熔融塑化)、均化段170-190℃(均匀熔体)、机头段180-200℃(稳定出料),螺杆转速20-35r/min(适配脚垫厚度需求)。
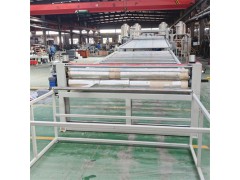
3. 压延成型:熔体通过专用压延辊组(温度175-195℃)压制成设定厚度(2-8mm)的片材,辊组压力根据脚垫硬度调整(通常5-8MPa),确保表面平整无纹路缺陷。
4. 冷却定型:采用多组冷却辊(温度25-40℃)梯度降温,避免片材因骤冷收缩,同时通过牵引机(速度8-15m/min)稳定输送,保证片材尺寸均匀。
5. 裁切与后期处理:按车型脚垫版型(如主驾、副驾、TPE汽车脚垫板材挤出_汽车脚垫TPE片材挤出设备后排)进行数控裁切,部分需冲压防滑纹路或包边,后经耐磨、耐污测试合格后包装。
二、设备核心优势(适配汽车脚垫生产)
- 温控精准,保障材料性能:四段式机筒控温+压延辊恒温,温度波动≤±2℃,避免TPE/TPR材料因温度不当出现硬度偏差或脆化,确保脚垫弹性与耐磨性达标。
- 成型高效,适配批量生产:挤出+压延一体化设计TPE汽车脚垫板材挤出_汽车脚垫TPE片材挤出设备,无需中间转运,比传统“挤出+二次压型”效率提升40%-50%,单班可生产脚垫片材300-500㎡,满足车企批量订单需求。
- 适配性强,满足多样需求:可快速更换压延辊组和裁切模具,支持不同厚度(2-8mm)、纹路(防滑格、条纹)、材质(TPE、PVC、橡胶)的脚垫生产,换模时间缩短至40分钟内。TPE汽车脚垫片挤出机厂家_汽车脚垫片挤出机专用设备http://www.bsjdl.com/sell/show.php?itemid=36299
